江苏巨人焊接有限公司
 第7年
第7年
 第7年
第7年
第7年 
来源:江苏巨人焊接有限公司 时间:2024-09-27 15:38:48 [举报]
气体保护焊过程中容易出现的故障:气体保护焊耐磨药芯焊丝在气孔、烧穿、夹渣、裂缝、飞溅大、熔深不够、焊缝形成这些方面不符合规定要求,具体表现在:
1、气孔
由于气保护效果差、耐磨药芯焊丝表面有油、锈和水,气体纯度不高、耐磨药芯焊丝内锰硅含量不足、焊枪摆幅过大,角度不当出现许多的气孔。针对气孔现象,提出的对策有加大气流量,注意挡风、清理喷嘴;焊前清理焊件及;焊接用气体纯度>99.5%,CO2气体、Ar气体>99.95%;选用合适的耐磨药芯焊丝;培训操作技能调整角度。
2、烧穿
由于坡口根部间隙过大、钝边过小、焊速过慢、电流过大,出现烧穿现象。针对该现象,提出的对策有按工艺调整电流;加工坡口,增大钝边或减小电流;合理选择参数。
3、夹渣
由于前层焊渣未清除;小电流、慢速焊、熔敷金属过厚;采用左焊法时,熔渣流到熔池前面;焊枪摆动过大,使熔渣卷入熔池内,出现夹渣现象。针对该现象,提出的对策有清除层间焊渣;调整电流,加快焊速;改变操作方法及角度;减小摆动,多道多层焊。
4、裂缝
由于耐磨药芯焊丝、焊件有油锈及水分,熔深过大,焊后焊件有很大的内应力,多层焊时层焊缝过小,CO2气体含水量过大,出现裂缝现象。针对该现象,提出的对策有清理焊件;合理选择焊接参数;合理选择焊接顺序;消除应力;加强层焊缝的质量;对CO2气体除水、干燥。
5、飞溅大
由于短路过渡时电感量过大或过小;电弧在焊接中摆动;耐磨药芯焊丝及焊件清理不;出现飞溅大的现象。针对该现象,提出的对策有调整电感量;更换导电嘴;清理焊件及耐磨药芯焊丝。
6、熔深不够
由于焊接电流过小;耐磨药芯焊丝伸出长度太大;送丝不均匀;焊接速度太快;坡口角度及根部间隙过小;钝边过大等原因,而出现熔深不够的现象。针对该现象,提出的对策有加大焊接电流;调整耐磨药芯焊丝伸出长度;检查送丝机构;减慢焊速;调整坡口尺寸。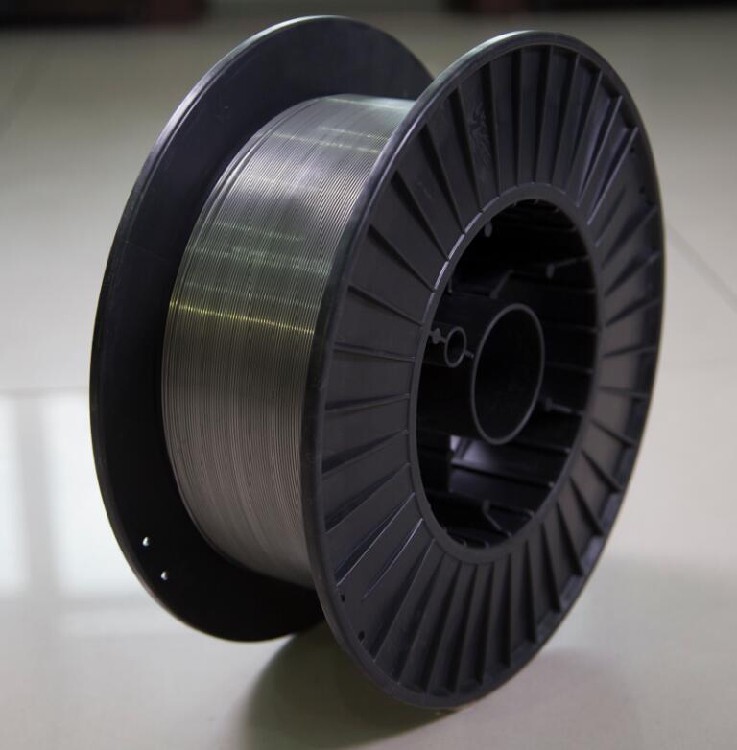
技术人员对使用中出现的拉拔断裂原因进行了分析,认为线材屈服强度高、组织不均、内部铁素体晶粒细小、边部出现魏氏组织铁素体是耐磨药芯焊丝拉丝断裂的主要原因,提出了相应的解决措施,解决了耐磨药芯焊丝拉丝断裂问题采用夹杂物图像分析仪、大样电解、扫描电镜及能谱分析等方法。
近年来国内耐磨药芯焊丝的使用市场一直呈现加速上升趋势,就国内耐磨药芯焊丝生产能力远不能满足市场的旺盛需求,这样也就为国内建设新的耐磨药芯焊丝企业提供良好机遇!
在耐磨药芯焊丝的使用品种上,以钛型气保护碳钢和低合金钢药芯焊丝多,硬面耐磨药芯焊丝和自保护耐磨药芯焊丝次之,气保护不锈钢耐磨药芯焊丝(少量用于耐腐蚀容器和大型医疗器械中)和金属粉芯耐磨药芯焊丝(少量应用于钢结构和桥梁上)为少。
采用固本耐磨药芯焊丝堆焊修复,修复费用仅为制造新辊的50%。
国内外的冷轧辊大部分是由高合金含量的9Cr2Mo,9Cr3Mo及Cr5等铁基材料整体制造。在轧制过程中,轧辊由于受到交变载荷和热循环的作用,故容易产生较为严重的疲劳磨损和热疲劳裂纹,出现表面剥落、磨损及掉块等问题。因此轧辊成本昂贵、报废率高,所以采用耐磨药芯焊丝进行轧辊修复和再利用是实际生产中亟待解决的问题。
堆焊技术修复冷轧辊是冶金工业中提高轧辊使用寿命的重要技术手段。采用堆焊方法修复的冷轧辊,要求其堆焊金属与原始轧辊硬度相当,耐磨性能明显提高,抗裂性能良好。采用固本堆焊修复新钢公司冷带厂报废的9Cr2Mo冷轧辊,堆焊层平均硬度HRC59.5,其组织为均匀的板条马氏体、弥散分布的碳化物颗粒以及少量残余奥氏体,修复费用仅为制造新辊的50%。
耐磨药芯焊丝其具有良好的抗磨料磨损性,耐冲击磨损性,耐粘着磨损性。耐高温磨损性,耐腐蚀磨损以及抗两种类型以上复合磨损的优良性能。
耐磨药芯焊丝是由多种合金元素组合的高合金耐磨材料,所以它的自熔性良好,在堆焊的工件时无需除锈,又因为它可堆焊在低,中碳钢,低合金钢及铸钢件上,可以用于承受低,中等程度冲击的强磨粒磨损的易损件的制造与修复工作。纵观以上的各种优点,我们可以看出,确实是不错的,不管是应用在工业方面还是我们平时的一些小工程都是很好的一种工具材料。在维修的同时,也给力不少工厂对于耐磨药芯焊丝的保养工作,好的保养能让焊丝的寿命加强。所以就可以看出,耐磨焊条的使用寿命还是挺强的的。
另外,在使用耐磨药芯焊丝时也会出现一些问题:就是容易发热,需要注意降温等处理。耐磨药芯焊丝的特点就是耐磨,因为耐磨,所以,当然就会大大提高工作效率,不用每隔多少天就需要更换,所以很好用。
耐磨药芯焊丝用于碳钢和相应强度较低的合金钢之间的焊接。选择既要考虑焊剂成分的影响,又要考虑母材成分的影响。为了达到所要求的焊缝金属成分,可采用一种焊剂(熔炼焊剂)与几种焊丝配合,也可采用一种焊丝与几种焊剂(烧结焊剂)配合的方式。
耐磨药芯焊丝在焊接中与哪些焊剂配合使用是有一定规则的。搭配合理的焊丝和焊剂,焊接的焊口就不易受到腐蚀,焊接质量也好;反之,焊丝与焊剂搭配不合理,焊口就容易受到腐蚀,焊接质量不好导致使用年限也降低。
搭配规则如下:
15MnTi、15MnVCu、15MnVR、16MnNb、15MnV、392HJ430、HJ431一般用在中厚板开坡口的焊接中。
14MnNb、16MnR、16Mn、12MnV、16MnCu、18MnNb、343HJ431、HJ430、SJ301用在中板开坡口的焊接中。
HJ350用在厚板深坡口的焊接中。
15MnVTiRE、15MnVN、14MnVTiRE、15MnVNR、15MnVNCu、20MnMoNb、414HJ431、X60用在低合金管线钢的焊接中。
药芯焊丝的优势
1、 药芯焊丝的立向上焊或者平焊效果更好,
2、药芯焊丝能焊接镀锌板等难焊母材,
3、 药芯焊丝对母材清洁度要求不是特别高,焊前不必费力母材表面。
4、 自保护药芯焊丝不需要外接气瓶,更加适合户外焊接,
虽然焊材价格相比实心焊丝价格是高了一些,但是焊接效率更高了。
标签:E71T-GS自保护药芯焊丝



