江苏巨人焊接有限公司
 第7年
第7年

 第7年
第7年 
第7年

来源:江苏巨人焊接有限公司 时间:2025-02-27 04:52:54 [举报]
自保护堆焊耐磨药芯焊丝
自保护堆焊耐磨药芯焊丝为抗低应力磨料磨损用耐磨堆焊药芯焊丝,具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的特点。焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用。堆焊层金属为高铬钼合金,堆焊时会出现细裂纹,是释放应力的结果,不影响在低冲击工矿条件下的正常使用。
焊丝配方特,熔敷率高,无飞溅。成型好,焊缝质量。采用的明弧焊接技术,焊前无需预热,焊后无需热处理,工艺简单。修复成本能降低。被广泛应用于电力、水泥、钢铁、矿山、石油、化工、铁路、阀门、制糖、船舶等行业。
1)耐磨药芯焊丝按其化学成分分类可分位两大类;即铁基堆焊耐磨焊丝和非铁基堆焊耐磨焊丝。每一大类可按其化学成分特点或显微组织,分为若干小类。如铁基堆焊耐磨焊丝可分为高铬合金堆焊耐磨焊丝,碳化钨堆焊耐磨焊丝等,非铁基堆焊耐磨焊丝可分位钴基堆焊耐磨焊丝和镍基堆焊耐磨焊丝。
2)按耐磨药芯焊丝结构,可分为实芯焊丝及药芯(又称管状)焊丝。
3)按采用的焊接工艺方法,可分为气保焊,埋弧焊,火焰堆焊,等离子堆焊及喷涂(焊)用堆焊耐磨焊丝。
优点如下:
1)节省成本。耐磨药芯焊丝堆焊一磨损件以重新达到要求比更换磨损件可节省去25%-75%的成本;
2)提高工件使用寿命。与没有堆焊金属件相比,堆焊金属件视其使用范围不同,可不同程度地增加30%800%的使用寿命。
3)具有良好的抗磨料磨损,耐冲击磨损,耐粘着磨损(金属间磨损),耐高温磨损,耐腐蚀磨损以及抗两种类型以上复合磨损的性能。 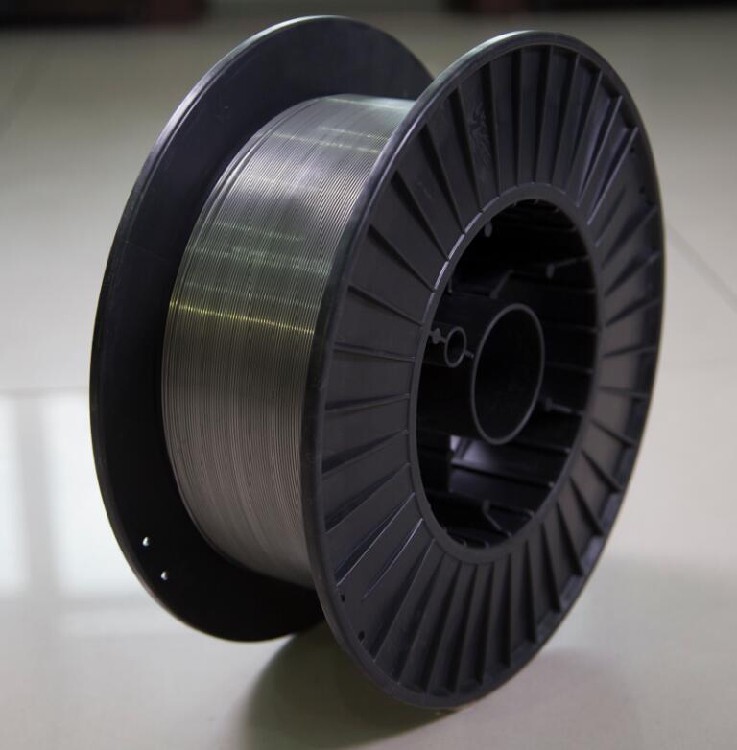
坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-3,在耐磨药芯焊丝进行窄间隙埋弧焊过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。窄间隙埋弧焊一般焊接大直径耐磨药芯焊丝,大直径为35mm,间隙尺寸为9-18mm。
窄间隙埋弧焊具有下列优点:
(1)坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。
(2)焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠确保焊接质量。
(3)窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免清渣和筛选焊剂的工序。
(4)窄间隙埋弧焊采用线能量较小的焊接规范,改善了耐磨药芯焊丝的焊接接头的力学性能。
(5)由于坡口窄小,使焊接应力小和焊接接头综合力学性能良好,提高了焊丝焊接接头的抗裂性能。
(6)由机械操作过渡到自动控制,使焊工操作条件提高到一个新水平。
标签:,E501T-C药芯焊丝



