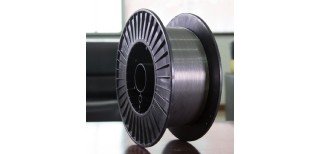
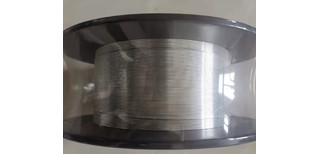
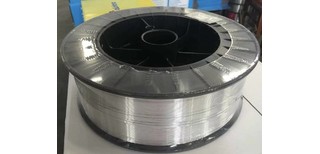
5356铝焊丝厂家-铝合金焊丝ER5356


- 面议
- 2024-05-19 14:18:28
- 合金钢
- 实芯
- 铝焊丝ER5356,铝焊丝,铝合金焊丝,铝镁焊..
- 黄志承 18052520008
- 江苏巨人焊接有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
低温铝焊丝的温度界定目前以三个温度区间为主
1、580-620摄氏度的低温铝焊丝。
2、380-450摄氏度的低温铝焊丝。
3、179摄氏度的低温铝焊丝。
焊接方法
1、清理:清理被焊件以机械清理为好,目的是去除表面氧化膜。
2、加热:以厚件加热,加热的时候可以离焊接处稍微远一些距离,而不用去直接烧焊口处。
3、下料:达到400度温度,下焊丝。角度尽量垂直点焊接处,点的瞬间用火焰的末端稍微燎一下焊丝的熔融成型,燎焊丝,而不是去刻意地烧焊丝。
行业范围
1、制冷行业铝管的套接,中央空调铜与镀锌管,不锈钢管,铝管的异种焊接。
2、变电行业的铝端子,铝引线,铝导电排的焊接。
3、电子电器工业的散热器管,电机,母线的焊接。
4、另用于生产生活中水龙头、耦合连接器、配套的螺母等等。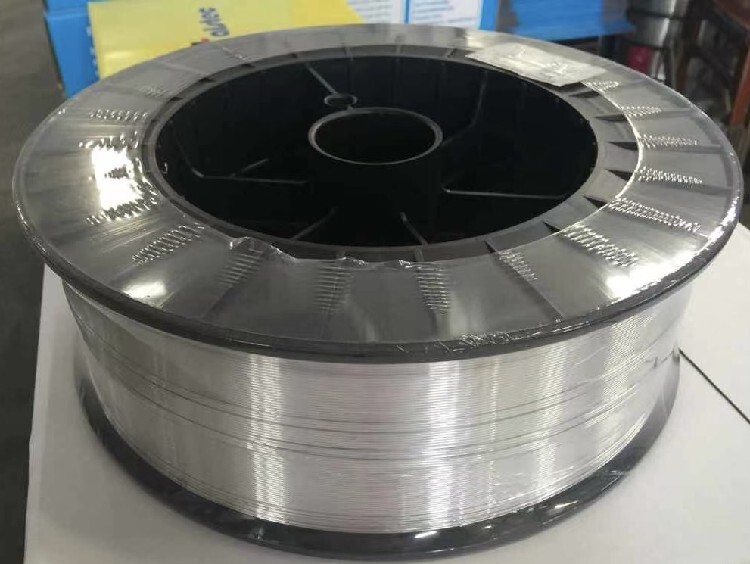
5A06铝焊丝厂家,圈装铝焊丝|卷装铝焊丝|埋弧焊铝焊丝|铝焊条,规格1.2/1.6/2.0/2.4/3.0/4.0/5.0,船王焊材厂家供应铝焊丝各种型号、规格,欢迎来电。
材料5A06,曾用牌号LF6,非热处理强化铝镁合金,焊接材料为ER5556,也可以使用ER5183、5356(详见NBT47015)。
焊接材料对照
中国牌号 AWS A5.10
SAL 5556 AlMg5Mn1Ti ER5556
SAL 5356 AlMg5Cr(A) ER5356
SAL 5183 AlMg4.5Mn0.7(A) ER5183
标准GBT6892-2000《工业用铝及铝合金热挤压型材》,供货状态:O,H112
抗拉强度315MPa,延伸率为15%。
GBT 3191-2010 铝及铝合金挤压棒材,供货状态:H112
抗拉强度315MPa,延伸率为15%。
焊接时使用铈钨极(WCe-20)。
铈钨极承载焊接电流:Ø3.0mm:140~220A;Ø4.mm:170~270A。
铝焊丝优点:
1、对钢材的焊接,适应性强调整焊剂的成分和比例为方便和容易,可以提供所要求的焊缝化学成分。
2、工艺性能好,焊缝成形美观 采用气渣联合保护,获得良好成形。
加入稳弧剂使电弧稳定,熔滴过渡均匀。
3、熔敷速度快,生产
在相同焊接电流下药芯铝焊丝的电流密度大,熔化速度快,其熔敷率约为85%-90%,生产率比焊条电弧焊高。
4、可用较大焊接电流进行全位置焊接。
- 铝焊丝ER5356,铝焊丝,铝合金焊丝,铝镁焊..
- 焊丝
- 黄志承
- 合金钢
- 实芯
推荐信息
-
 药芯焊丝-无气保护焊丝-生产药芯焊丝1公斤包装
药芯焊丝-无气保护焊丝-生产药芯焊丝1公斤包装 -
供应小盘自保护药芯焊丝-药芯焊丝-供应小盘自保护药芯焊丝
-
 铝焊丝厂家-铝焊丝ER5356-5356铝焊丝厂家
铝焊丝厂家-铝焊丝ER5356-5356铝焊丝厂家 -
供应药芯焊丝1公斤包装-销售自保护药芯焊丝